

激光与电弧复合焊接技术
2022-04-13
激光深熔焊接时,会在熔池的上方产生等离子体云,等离子体云的屏蔽效应(对激光的吸收和散射)将导致激光焊接能量的利用率明显降低,极大地影响激光焊接的效果,并且离子体对激光的吸收与正负离子密度的乘积成正比。如果这时在激光束附近引入电弧,将使电子密度显著降低,等离子体云得到稀释,减少对激光的消耗,提高工件对激光的吸收率。号一方面,由于工件对激光的吸收率随温度的升高而增大,电弧对焊接母材接口进行预接口温度升高,也使激光的吸收率进一步提高。同时,激光束对电弧有聚焦、引导作用,使电弧的稳定性和效率提高。激光与电弧复合技术既减少了等离子体云的屏蔽,同时又稳定了电弧,提高了焊接效率。
激光焊接的热作用和影响区较小,焊接端面接口容易造成错位和焊接不连续现象,在随后的快速冷却、凝固时,很容易产生裂纹和气孔。而在激光与电弧复合焊接时,由于电弧的热作用范围、热影响区较大,可缓和对接口精度的要求,减少错位和焊接不连续现象。同时,电弧加热的温度梯度较小,冷却、凝固过程较缓慢,有利于气体的排除,降低内应力,减少或消除气孔和裂纹。由于电弧焊接容易使用添加剂,可以填充间隙,采用激光与电弧复合焊接的方法能减少或消除焊缝的凹陷。
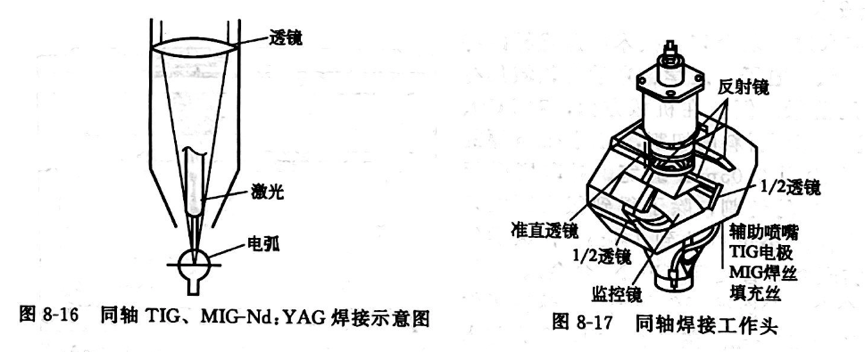
激光与电弧复合焊接主要包括两种:激光与氢弧焊(TIG)或气体保护焊(MIG)的复合焊接。日本三菱重工研制了Nd:YAG激光与电弧轴复合焊接系统,其示意图如图8-16所示,同轴焊接工作头如图8-17所示
激光与TIG复合焊接的特点如下。
① 由于电弧增强激光的作用,可使激光器的功率明显降低。
②可实现薄件的高速焊接。
③可增加焊接熔深,改善焊缝成形,获得优质焊接接头。
④可降低母材焊接端面接口精度要求。
例如,当TIG电弧的电流为90A,焊接速度2m/min条件下,0.8kWCO2激光焊机相当于5kWCO2激光焊机的焊接能力;5kWCO2激光束与300A的TIG电弧复合,焊接速度
0.5~5m/min时,获得的熔深是单独使用5kWCO2激光束焊接时的1.3~1.6倍
激光与MIG复合焊接具有激光与TIG复合焊接的所有特点,并且它能够通过添加合金元素调整焊缝金属成分的方法消除焊缝凹陷。日本东芝公司使用6kWCO激光与7.5kW MIG电弧复合焊接,可以焊透16mm厚的不锈钢板,焊接速度为700mm/min,焊缝的质量达到RT1级(JISZ3106)
上一个: 激光打标机的产品应用
下一个: 激光材料去除加工应用